| Materias
Primas y auxiliares |
|
Nombre genérico
|
Cantidad
anual consumida
|
Precio
de compra y coste total anual
|
Modo de
suministro
|
Modo de
almacenamiento
|
Proc.
o áreas donde se utiliza
|
|
QT-2010
Hidróxido sódico (>10%)
|
300 l
|
1,56 €/l
468,79 €/a
|
bidón
de 25 l
|
En
el suelo, junto al baño
|
Desengrase
ultrasonidos
|
|
QT-3010
Hidróxido sódico (>10%)
|
450 l
|
1,51 €/l
681,55 €/a
|
bidón
de 25 l
|
En
el suelo, junto al baño
|
Desengrase
electrolítico
|
|
Ácido sulfúrico
(<4%)
|
5 l
|
0,6 €/l
3 €/a
|
bidón
de 5 l
|
No
se almacena
Consumo directo
|
Activado
ácido
|
|
Solución
decapante
(QT-8010)
Ácido clorhídrico
Fenol (5%)
Diclorometano (>25%)
|
103,4
kg
|
1,95 €/kg
201,63 €/
|
bidón
de 60 kg
|
No
se almacena
Consumo directo
|
Activado
decapante
|
|
Cloruro
de níquel
|
20 kg
|
2,13 €/kg
42,67 €/a
|
saco de
20 kg
|
No
se almacena
Consumo directo
|
Baño de
níquel
|
|
Sulfato
de níquel
|
300 kg
|
2,49 €/kg
748,26 €/a
|
sacode
100 kg
|
No
se almacena
Consumo directo
|
|
Ácido bórico
granulado
|
50 kg
|
0,75 €/kg
37,56 €/a
|
saco
de 25 kg
|
No
se almacena
Consumo directo
|
|
Formaldehido
(5-15%) (Enfin 991)
|
50 l
|
6,7 €/l
502,3 €/a
|
garrafa
de 5 l
|
No
se almacena
Consumo directo
|
|
Aditivo
abrillantante (Abrillantante 63)
|
75 l
|
9,26 €/l
694,17 €/a
|
bidón
de 25 l
|
No
se almacena
Consumo directo
|
|
Aditivo
(Non Pitter 22-C)
|
125 l
|
2,9 €/l
362,86 €/a
|
bidón
de 25 l
|
No
se almacena
Consumo directo
|
|
Formaldehido
(40-43%)
Aditivo abrillantante (Abrillantante Magnum 915)
|
125 l
|
8,43 €/l
1.054,02 €/a
|
bidón
de 25 l
|
No
se almacena
Consumo directo
|
|
Aditivo
abrillantante (Abrillantante 41)
|
125 l
|
3,44 €/l
430,5€/a
|
bidón
de 25 l
|
No
se almacena
Consumo directo
|
|
Óxido de
cromo hexavalente (>60%) (Cromylite K-35)
|
50 kg
|
4,9 €/kg
244,9 €/a
|
saco de
50 kg
|
En
el suelo, junto al baño
|
|
Trióxido
de cromo (>50%) (Nerostar NR-50)
|
150 kg
|
7,35 €/kg
1.102,6€/a
|
saco de
50 kg
|
En
el suelo, junto al baño
|
Baño
de cromo
|
|
El establecimiento
industrial donde se desarrollan las actividades de la empresa NIQUELCROM
se distribuye en:
|
| |
|
1) Área de recepción
de piezas y materias primas
2) Área de proceso
3) Almacén
4) Área de servicios auxiliares |
|
Área de recepción de materias primas.
La empresa dispone de una zona, a la entrada del local, de recepción de
materias primas; como hemos visto, la mayoría de estas materias son inmediatamente
consumidas una vez han sido recepcionadas. Las que no lo son, se almacenan
en el suelo de la nave, en cualquier rincón, no existiendo una verdadera
zona de almacenaje de materias primas.
Materias primas, piezas para procesar y piezas acabadas se encuentran juntas
y mezcladas en esta zona.
También se encuentran en esta misma área de recepción, la zona de carga
y descarga de bastidores y de secado de piezas con el maizorp. En conjunto,
el área mide unos 40 m2.
Área de proceso
La zona de proceso está formada por dos áreas inmediatamente posteriores
a la descrita en el apartado anterior. Se trata de una primera zona de unos
25 m2 donde se encuentran todas las cubas del proceso de tratamiento de
superficie, y de una segunda, más pequeña, de unos 12 m2, donde la empresa
tiene 3 pulidoras mecánicas. Se trata, en conjunto, de una zona como la
anterior, con poca iluminación y ventilación.
Las cubas de proceso se encuentran distribuidas conformando una "U", en
cuyo espacio central, una tarima de madera, vieja, rota y mojada, permite
el acceso hasta las diversas cubas de proceso galvánico.
El suelo del área de proceso se encuentra totalmente mojado y degradado
por los diferentes líquidos que caen de las cubas, ya sea del goteo de las
piezas al cruzar el pasillo con los bastidores, ya sea por el vaciado que,
de determinadas cubas de proceso, debe hacerse periódicamente, ya sea del
agua de aclarado de piezas entre cubas de proceso.
El vapor de las cubas con baños de desengrase y niquelado, dado que trabajan
a cierta temperatura, inunda toda la zona en su conjunto, acentuando el
aspecto general de degradación ambiental.
La zona de pulido de piezas tiene poca luz y se encuentra sucia por el propio
polvo del proceso de pulido mecánico. Se trata de una actividad de poca
importancia -sólo hay 3 pequeñas pulidoras y una cabina pequeña de pulido
con microesferas de vidrio- que sólo se lleva a cabo para determinadas piezas
que requieran este pulido mecánico antes del tratamiento de su superficie.
Por estos motivos, esta pequeña actividad no se ha considerado en el presente
informe.
Almacén
Como se ha visto, la empresa no dispone de un almacén propiamente dicho,
sino que materias primas, piezas a procesar y piezas procesadas se acumulan
en la zona anterior del local que constituye la nave industrial.
Área de servicios auxiliares
No existe tampoco, en este caso, un área de servicios auxiliares. Estas
actividades se realizan directamente donde se encuentra la máquina o el
equipo en cuestión. |
|
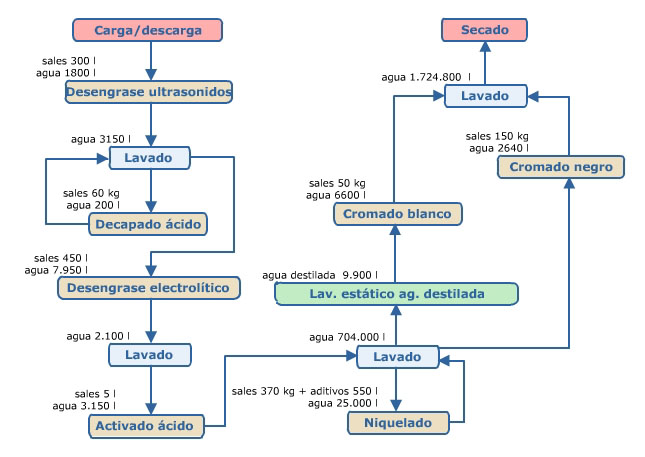
Vemos, a continuación,
las diversas operaciones llevadas a cabo, con más detalle:
Desengrase alcalino por ultrasonidos
Se trata de un baño de pretratamiento que tiene por finalidad eliminar la
mayor parte de restos de aceites, grasas y pastas de pulir que puedan llevar
las piezas a tratar en su superficie. El medio es alcalino con la siguiente
formulación: |
| |
- sosa cáustica:
- carbonato sódico:
- fosfato trisódico 12·H2O:
- metasilicato sódico 5·H2O:
- humectantes:
|
40 g/l
25 g/l
10 g/l
10 g/l
5 g/l
|
En este medio,
las condiciones de trabajo son las siguientes :
|
|
- pH:
- temperatura:
|
12-14
80º C |
Un mecanismo generador de ultrasonidos crea un efecto de impacto sobre la
superficie de la pieza colaborando a la limpieza mecánica de la misma.
Decapado ácido
En esta operación se eliminan, sobretodo, los óxidos metálicos de la superficie
metálica a recubrir.
Por el tipo de óxido a eliminar, la empresa utiliza un baño ácido en frío
mediante una solución decapante denominada QT-8010, formada por diclorometano
(>25%) y fenol (>5%), en una solución de ácido clorhídrico diluido, que
aplica entre los dos procesos de desengrase.
Desengrase alcalino electrolítico
En est caso el desengrase consiste en someter las piezas, actuando como
cátodos, a la acción de una solución alcalina. Las grasas saponificables
son atacadas y saponificadas por la acción de la solución alcalina y el
hidrógeno originado en la electrólisis sobre el cátodo favorece la liberación
de las grasas de la pieza. Con este sistema, también se desprenden los óxidos
metálicos por su reducción a través del hidrógeno.
La formulación del medio es la siguiente:
|
| |
- sosa cáustica:
- fosfato trisódico 12·H2O:
-gluconato sódico:
|
50 g/l
10 g/l
10 g/l |
En este caso,
las condiciones de trabajo encontradas en la empresa son las siguientes:
|
|
- pH:
- temperatura:
|
12-14
80º C |
|
Activado ácido
Se trata de una solución diluida de ácido sulfúrico que pretende neutralizar
el pH fuertemente alcalino proviniente del dresengrase electrolítico para,
de esta manera, reducir el riesgo de contaminación del baño de niquelado
que es esencialmente ácido.
Niquelado
El niquelado electrolítico se emplea, en este caso, como base para favorecer
la deposición de otro metal: el cromo.
La formulación básica hallada
es:
|
| |
- sulfato
de níquel 7·H2O:
- cloruro de níquel 6·H2O:
- ácido bórico:
- abrillantadores:
- otros aditivos:
|
270 g/l
80 g/l
50 g/l
25 g/l
4 g/l |
| Con estas materias
primas, las condiciones de trabajo requeridas son las siguientes: |
|
- temperatura
- pH
|
70º C
4-5 |
Cromado
Baño de proceso que ofrece el acabado final de las piezas. En función de
los aditivos y del tiempo de tratamiento se obtiene el cromado blanco o
el negro, si bien las concentraciones de los baños son muy similares:
|
| |
- trióxido
de cromo:
- ácido sulfúrico:
- catalizadores:
|
150-180 g/l
4 g/l
0,5-1 g/l |
Las condiciones
de trabajo seguidas son:
|
|
- temperatura:
- ànodes insolubles:
|
40-50º C
93% Pb, 7% Sn |
Operaciones
auxiliares
Como controles de calidad, la empresa efectúa un control final del producto
acabado.
Se considera que, aproximadamente, entre un 5 y un 10% de piezas son defectuosas
y deben reprocesarse. |
|
CONSIDERACIONES
AL ACTUAL PROCESO DE FABRICACIÓN
El hecho de que el consumo de agua sea muy inferior al que se considera
óptimo no sólo puede afectar a la calidad final de las piezas sino que aumenta
la contaminación de los baños de proceso y, por tanto, reduce su vida útil.
La renovación de los baños y el tratamiento de los baños contaminados supone
un consumo de materias primas innecesario y una generación de corrientes
residuales en exceso, además de los costes económicos. Es por eso que un
aumento en el consumo de agua en los lavados hasta un caudal óptimo, permitirá
mejorar la situación ambiental de la empresa.
De acuerdo con el análisis detallado de la actual estructura de línea galvánica,
considerando la secuencia productiva utilizada por la empresa, así como
las diversas operaciones de lavado, es preciso hacer las siguientes consideraciones
dado que pueden tener una repercusión negativa, tanto por lo que respecta
a la calidad final de la pieza, como por la posibilidad -elevada- de provocar
contaminaciones cruzadas entre procesos incompatibles. Este último extremo,
puede condicionar también una mayor generación de contaminantes. La mejora
y racionalización de la citada estructura permitirá, con toda seguridad,
reducir la contaminación en origen.
•Se observa que las posiciones de lavado enumeradas como cubas 2 y
5, no presentan caudal de renovación en continuo, sino que actúan como lavados
estáticos que se vacían 1 vez al mes para su renovación. Este sistema, al
tratarse de los primeros lavados que reciben las piezas más sucias, hace
que el agua se vaya contaminando de forma progresiva y muy rápida, empeorando
de esta manera la calidad de lavado e incrementando el riesgo de contaminación
entre los baños afectados.
• Además, el vaciado y renovación de estos lavados, una vez al mes,
supondría tan sólo un caudal de renovación de unos 1,8 l/h para la cuba
2 y de unos 1,2 l/h para la cuba 5, caudales absolutamente insuficientes
para garantizar una calidad de lavado aceptable. Debe decirse, como dato
de referencia, que para estas posiciones de lavado, se acepta una calidad
de lavado o razón de dilución de entre 500 y 5000. Esto supone, para estas
posiciones de lavado, que los caudales de lavado mínimos aceptables deberían
ser:
Q = q Co / Cr = qRd » (l/h) = 0,56 l/h(2)
· 500 = 280 l/h
• La cuba de lavado 2 actúa lavando también las piezas procedentes
del decapado ácido, para pasar, a continuación, a la cuba de desengrase
electrolítico. Esta secuencia no es correcta, ya que se va acidificando
progresivamente este desengrase con el arrastre de agua ácida procedente
del lavado del decapado. Este hecho representa tener que vaciar más a menudo
de lo que sería necesario este baño (actualmente se vacían 800 l cada mes).
Además, este aspecto viene acentuado por la mala calidad de lavado observada,
tal y como se ha visto en el apartado anterior.
• El caudal de lavado de la cuba 7, de unos 400 l/h, debería ser de
unos 3150 l/h - mínimo -, para asegurar una calidad de lavado óptima, evitando
contaminar los baños siguientes.
• El caudal de lavado de la cuba 11, de unos 980 l/h, dado que se trata
de un lavado final, debería ser del orden de 6.300 l/h, muy por encima del
valor actual. A este hecho hay que añadir, además, que el lavado final se
lleva a cabo con agua de red, lo cual incrementa mucho el riesgo de mala
calidad de acabado final de la pieza, por manchas, debido a la fuerte presencia
de sales procedentes de la propia agua de red.
• La posición de la cuba 12, de agua destilada, actuando antes del
cromado blanco no tiene mucho sentido. En realidad, la función de esta cuba
debería ser de lavado final, en lugar de la cuba 11. Es decir, debería intercambiarse
la función de la 11 por la 12.
• Por lo que respecta al caudal de arrastre (q) estimado por la empresa
, es de tan sólo 0,56 l/h, o de 0,04 l/m2, teniendo en cuenta la superficie
total tratada anualmente, lo cual se puede considerar bastante bajo, frente
a valores estándar de arrastre del orden de 0,15 l/m2.
• Finalmente, se considera que el decapado ácido que efectúa la empresa
entre los dos procesos de desengrase es innecesario y, además, obliga a
tener que activar de nuevo la pieza antes de entrar al baño de níquel que
tiene un pH ácido. Esta activación la realiza la empresa mediante un baño
de ácido sulfúrico diluído, ya que entre el decapado ácido y el baño de
níquel, se encuentra el desengrase electrolítico. Además, este primer decapado
ácido está formado por una solución de ácido clorhídrico con fenoles y diclorometano,
compuestos de elevada toxicidad. |
| Residuos
|
| Descripción |
Procedencia
|
Cantidad
|
Contaminante
/ tipo
|
Gestión
actual
|
Coste/año
|
| Solución
acuosa alcalina (1) |
Desengrase
ultrasonidos
|
2.100
l
|
Alcalinidad
alta, aceites, tensioactivos, elevada DQO, presencia de Fe2+
|
#
|
#
|
|
Desengrase
electrolítico
|
8.400
l
|
| Solución
acuosa ácida(1) |
Activado
ácido
|
3.150
l
|
Acidez
alta, presencia de Fe2+ y otros metales (Cu2+ y Zn+),
|
#
|
#
|
| Sacos
y bidones vacíos conteniendo restos de materias primas |
#
|
3 sacos
de 100 kg
4 sacos de 50 kg
2 sacos de 25 kg
1 saco de 20 kg
10 garrafas de 5 l
48 bidones de 25 l
1 bidón de 60 kg
|
Además
del propio saco o bidón, siempre quedan restos del producto que se hallaba
dentro.
|
Servicio
municipal de recogida (2)
|
378,8
€ /año (3)
|
| Residuos
generales no recogidos selectivamente |
Papel,
cartón, plástico, etc.
|
8,4 m³
|
#
|
| ELIMINACIÓN
DEL ÁCIDO CLORHIDRICO POR SULFÚRICO EN EL DECAPADO |
| Descripción
de la propuesta |
Objetivo: |
Substituir
el ácido clorhídrico por el sulfúrico para controlar mejor la velocidad
de ataque del metal así como disminuir la carga contaminante de las aguas
residuales |
| Descripción: |
En
cuanto al decapado se puede decir que, con la utilización de ácido clorhídrico
por parte de la empresa se aumenta la velocidad de ataque del metal cuando
aumenta la concentración del hierro disuelto procedente de las piezas tratadas.
Esto provoca un difícil control de esta velocidad de ataque incrementándose
la concentración de hierro en el baño. |
| Viabilidad
técnica |
Técnica |
La
alternativa más común que se recomienda a la empresa es la substitución
de este ácido por ácido sulfúrico que permite un control del ataque del
metal a través del seguimiento de la temperatura del baño, tal como la empresa
ya lo hace con el activado ácido antes del baño de níquel. Además, la composición
con fenoles y diclorometano lo convierte en un compuesto altamente tóxico
y de difícil tratamiento en ninguna planta depuradora de aguas residuales.
Por otro lado, se recomienda eliminar este proceso de decapado entre los
dos desengrases y mantener el activado ácido con sulfúrico, concentrándolo
en ácido para que cumpla su función doble de decapado y activado. |
| Equipos |
# |
| Materias primas
o procesos afectados |
Materias
primas afectadas: producto decapante QT-8010
Procesos o productos afectados: Decapado |
| % reducción
de la corriente residual |
Eliminación
de la compra del producto QT-8010
Reducción de la carga contaminante de las aguas residuales |
| Otras corrientes
afectadas |
# |
| Variación de
la capacidad de producción |
# |
| Otros |
# |
| Viabilidad
Económica |
Balance |
# |
Materia |
Cantidad |
Coste unitario |
Coste Total |
| Ahorro |
Compra
del producto QT-8010 |
103,4
kg/a |
1,95
€/kg |
201,63
|
| Costes
nuevos |
# |
| Ahorro total |
201,63
€/año
|
| Inversión |
Adquisición
equipo |
# |
| Conexión servicios |
# |
| Ingeniería |
# |
| Otros |
# |
| Periodo de
retorno de la inversión |
Inmediato |
| Observaciones/Otros
temas a considerar |
# |
| SUBSTITUCIÓN
DEL CROMO HEXAVALENTE POR TRIVALENTE EN EL CROMADO |
| Descripción
de la propuesta |
Objetivo: |
Substituir
el cromo hexavalente por el cromo trivalente en el proceso de cromado para
limitar la toxicidad de las aguas residuales y además limitar las operaciones
posteriores de tratamiento de estos efluentes. |
| Descripción: |
# |
| Viabilidad
técnica |
Técnica |
Existe
una solución alternativa frente al cromo hexavalente, que es el uso del
cromo trivalente, ya que la toxicidad del primero es considerablemente superior
respecto al segundo y, además, en los tratamientos posteriores de efluentes
con el trivalente no se precisa una reducción química con hipoclorito sódico
a pH bajo, como es el caso del cromo hexavalente.
El problema que se origina con la utilización de la forma trivalente, en
lugar de la hexavalente, es que en ocasiones se forman unos depósitos oscuros
sobre la superficie de la pieza bañada, no obteniéndose la calidad deseada
del producto.
Habría, por tanto, en el caso que nos ocupa, que efectuar las pruebas previas
necesarias antes de substituir el cromo hexavalente por trivalente. |
| Equipos: |
# |
| Materias primas
o procesos afectados |
Materias
primas afectadas: producto decapante cromo hexavalente
Procesos o productos afectados: Cromado |
| % reducción
de la corriente residual |
Reducción
de la carga contaminante de las aguas residuales. Simplificar el proceso
de tratamiento de los efluentes, ahorro en la compra de Hipolocrito sódico
utilizado para la reducción química del cromo hexavalente. |
| Otras corrientes
afectadas |
# |
| Variación de
la capacidad de producción |
# |
| Otros |
# |
| Viabilidad
Económica |
Balance |
# |
Materia |
Cantidad |
Coste unitario |
Coste Total |
| Ahorro |
Hipoclorito
sódico |
Para
tratar 1 m³ de agua con concentración 50-15mg/l de cromo hexavalente ->
1,08 €Cantidad anual tratada 980l/hHoras de trabajo al año: 1.760 h |
1,08
€ |
1.832,8 |
| Costes
nuevos |
# |
| Ahorro total |
1.832,8
€/año
|
| Inversión |
Adquisición
equipo |
# |
| Conexión servicios |
# |
| Ingeniería |
# |
| Otros |
# |
| Periodo de
retorno de la inversión |
Inmediato |
Observaciones/
Otros temas a considerar |
Efectuar
las pruebas previas necesarias antes de substituir el cromo hexavalente
por trivalente. |
| ALARGAMIENTO
DE LA VIDA DE LOS BAÑOS |
| Descripción
de la propuesta |
Objetivo: |
Alargar
al máximo posible la utilización de un baño |
| Descripción: |
# |
| Viabilidad
técnica |
Técnica |
Los
ajustes en sales de productos deberán hacerse bajo criterios objetivos,
según el consumo eléctrico en el proceso (a mayor intensidad, más consumo
de sales) y según analíticas periódicas de la concentración de los baños.
Dentro de las analíticas a realizar, deben hacerse las siguientes como fundamentales:
- carbonatos, en el baño de cromo;
- acidez total y libre en el decapado, baño de níquel y de cromo;
- alcalinidad total y libre en los desengrases;
- pH, en todos los baños;
- cloruros, en el baño de níquel;
- determinados metales en el baño de cromo: Ni, Fe, Cr3+.
- Para cada baño, se recomienda disponer de su ficha de control, donde queden
reflejadas las siguientes informaciones:
- fórmula constitutiva del baño;
- resultados de los análisis;
- ajustes efectuados;
- operaciones de mantenimiento de los baños. |
| Equipos: |
# |
| Materias primas
o procesos afectados |
# |
| % reducción
de la corriente residual |
# |
| Otras corrientes
afectadas |
# |
| Variación de
la capacidad de producción |
# |
| Otros |
# |
| Viabilidad
Económica |
Balance |
# |
Materia |
Cantidad |
Coste unitario |
Coste Total |
| Ahorro |
# |
| Costes
nuevos |
## |
| Ahorro total |
### |
| Inversión |
Adquisición
equipo |
# |
| Conexión servicios |
# |
| Ingeniería |
# |
| Otros |
# |
| Periodo de
retorno de la inversión |
Inmediato |
Observaciones/
Otros temas a considerar |
Por
lo que respecta al mantenimiento de los baños, se pueden apuntar los siguientes
para la empresa NIQUELCROM:
- filtración sobre carbón activo del baño de níquel;
- oxidación con peróxido de hidrógeno en el de níquel y cromo;
- precipitación de impurezas y filtración posterior, en el decapado ácido;
- eliminación regular de piezas y objetos que caigan dentro de los baños
de proceso;
- eliminación de impurezas sobre cátodos inertes (por ejemplo, de acero
inoxidable), especialmente para metales indeseables que contaminen el baño. |
| REDUCCIÓN
DE LOS ARRASTRES - SUBSTITUCIÓN O MODIFICACIÓN DE MATERIAS PRIMAS |
| Descripción
de la propuesta |
Objetivo: |
1)
Mantener el baño a la mínima concentración posible, ya que se consigue reducir
su viscosidad y también reducir la concentración de contaminantes en las
aguas de lavado.
2) Trabajar a la máxima temperatura posible del baño, provocando también
una disminución de su viscosidad, favoreciendo el drenaje de líquido.
3) Adición de agentes humectantes, para reducir la tensión superficial del
baño. Esta medida puede reducir notablemente el arrastre. |
| Descripción: |
# |
| Viabilidad
técnica |
Técnica |
1)
Es muy importante que la empresa, de forma empírica, establezca la mínima
concentración posible de trabajo de sus baños, por ejemplo, a base de ir
reduciéndola mediante la adición de baño más diluído, hasta que empiece
a detectar que este ya no opera adecuadamente. En este punto, la empresa
puede identificar la concentración del baño de proceso que ofrece la adecuada
calidad final del producto, a la más baja concentración química posible.Un
ejemplo claro es la concentración de ácido bórico en el baño de níquel.
El ácido bórico es un componente que no participa directamente en el proceso
electrolítico, sino que tan sólo actúa como regulador de pH, tamponando
el baño; la concentración actual, alrededor de los 50 g/l asegura un buen
mantenimiento del pH de trabajo pero, por contra, supone una concentración
muy elevada de este compuesto que, indefectiblemente, pasa a contaminar
las aguas de lavado. Una buena alternativa pasaría por ir reduciendo su
concentración, hasta valores de 35-40 g/l, a cambio de ejercer un mayor
control sobre el pH del baño.
2) Con esta medida, también se incrementa el rango de evaporación del baño,
lo cual permite la introducción de lavados estancos de recuperación que
contribuyen especialmente a la reducción del arrastre, como se verá más
adelante. Es preciso controlar, sin embargo, que el líquido mojante que
sale con la pieza, no se seque en su superficie y forme depósitos que afecten
a la calidad del proceso.
3) Hay industriales, no obstante, que prefieren no usar estos productos
porque forman espuma en el baño y ensucian la pieza al extraerla. En todo
caso, debe indicarse que su uso ha de ser evaluado según las características
propias del baño y del acabado final que se pretenda. |
| Equipos: |
# |
| Materias primas
o procesos afectados |
# |
| % reducción
de la corriente residual |
# |
| Otras corrientes
afectadas |
# |
| Variación de
la capacidad de producción |
# |
| Otros |
# |
| Viabilidad
Económica |
Balance |
# |
Materia |
Cantidad |
Coste unitario |
Coste Total |
| Ahorro |
# |
| Costes
nuevos |
# |
| Ahorro total |
# |
| Inversión |
Adquisición
equipo |
# |
| Conexión servicios |
# |
| Ingeniería |
# |
| Otros |
# |
| Periodo de
retorno de la inversión |
Inmediato |
Observaciones/
Otros temas a considerar |
# |
| INCORPORACIÓN
DE TAPAJUNTAS ENTRE LA CUBA DEL BAÑO Y LA DEL LAVADO POSTERIOR |
| Descripción
de la propuesta |
Objetivo: |
Incorporación
de tapajuntas entre la cuba del baño y la del lavado posterior. Si este
elemento tiene la inclinación adecuada hacia el baño, se puede retornar
al mismo todo el goteo que tiene lugar procedente de las piezas, entre cubas. |
| Descripción: |
Esta
alternativa puede reducir la pérdida de materias por goteo durante el arrastre
hasta un 30%. |
| Viabilidad
técnica |
Técnica |
Contraste
de la tecnología: la colocación de tapajuntas no supone ningún cambio sustancial
en el proceso productivo aplicado por la empresa; sólo retorna al baño parte
del goteo que se pierde en el arrastre.
Requisito de espacio: prácticamente nulo; justamente lo que se pretende
es ocupar un espacio vacío para evitar la caída al suelo de gotas con sales
de productos del baño de proceso.
Tiempo de implementación: muy reducido; la colocación de tapajuntas se lleva
a cabo directamente sobre las cubas implicadas.
Requisitos para su utilización: es importante darle la pendiente adecuada
al tapajuntas, de forma que se permita la reincorporación del líquido hacia
el baño de proceso. |
| Equipos: |
Cubas
de proceso |
| Materias primas
o procesos afectados |
Materias
primas: todas las que componen los diferentes baños de proceso.
Procesos afectados: toda la planta galvánica |
| % reducción
de la corriente residual |
Contaminación
de aguas de lavado |
| Otras corrientes
afectadas |
Ninguna |
| Variación de
la capacidad de producción |
No |
| Otros |
# |
| Viabilidad
Económica |
Balance |
# |
Materia |
Cantidad |
Coste unitario |
Coste Total |
| Ahorro |
Desengrase
ultrasonidos |
Pérdida
por arrastre: 88, 7 Kg
Ahorro por reducción de pérdida (30%): 26,61 Kg
|
1,56 €/kg
|
41,6
|
| Desengrase
electrolítico |
Pérdida
por arrastre: 68,9 Kg
Ahorro por reducción de pérdida (30%): 20,67 Kg
|
1,51 €/kg
|
31,31
|
| Decapante |
Pérdida
por arrastre: 24,64 Kg
Ahorro por reducción de pérdida (30%): 7,39 Kg
|
1,95 €/kg
|
14,44
|
| Cloruro
de níquel |
Pérdida
por arrastre: 78,85 Kg
Ahorro por reducción de pérdida (30%): 23,65 Kg
|
2,14 €/kg
|
50,47
|
| Sulfato
de níquel |
Pérdida
por arrastre: 266,1 Kg
Ahorro por reducción de pérdida (30%): 79,83 Kg
|
2,5 €/kg
|
199,11
|
| Ácido
bórico |
Pérdida
por arrastre: 49,28 Kg
Ahorro por reducción de pérdida (30%): 14,78 Kg
|
0,75 €/kg
|
11,09
|
| Abrillantadores |
Pérdida
por arrastre: 24,64 Kg
Ahorro por reducción de pérdida (30%): 7,39 Kg
|
6,7 €/kg
|
49,54
|
| Aditivos |
Pérdida
por arrastre: 3,94 Kg
Ahorro por reducción de pérdida (30%): 1,18 Kg
|
2,9 €/kg
|
3,43
|
| Óxido
de cromo |
Pérdida
por arrastre: 147,84 Kg
Ahorro por reducción de pérdida (30%): 44,35 Kg
|
4,9 €/kg
|
217,25
|
| Trióxido
de cromo |
Pérdida
por arrastre: 177,4 Kg
Ahorro por reducción de pérdida (30%): 53,22 Kg
|
7,35 €/kg
|
391,19
|
| Agua
de red |
Reducción
de aporte contaminante de 30% -> Reducción del caudal de renovación
de 30% -> 2.443,7 m³/año x 30% = 733,1 m³/año
|
1,37 €/m³
|
1.004,3
|
| Agua
destilada |
Mismo
razonamiento -> 9.9 m³ x 30% = 2,97 m³
|
21,04
€/m³
|
62,5
|
| Gestión
de contaminante (1) |
Ahoro
de agua residual = 733,1 m³
Ahorro agua destilada a tratar = 2,97 m³
Coste tratamiento de aguas, transporte y gestión de fangos = 0,9 €/m³
|
0,9 €/m³
|
662,5
|
| Costes
nuevos |
# |
| Ahorro total |
2.738,73
€/año
|
| Inversión |
Adquisición
equipo |
6
cubas de proceso x 3 €.c.u. = 18 €
Instalación: 2 horas x 15 € = 30 € |
| Conexión servicios |
# |
| Ingeniería |
# |
| Otros |
# |
| Periodo de
retorno de la inversión |
48
€ / 2.738,73 €/a -> 0,017 año -> 6,4 días |
Observaciones/
Otros temas a considerar |
# |
|
Los
lavados estancos de recuperación: son, con mucha probabilidad, de las alternativas
más eficientes para reducir el arrastre (hasta un 70%) hacia las aguas de
lavado, permitiendo a la vez recuperar las materias primas de nuevo hacia
el baño de origen.
Por otro lado, de forma indirecta, permiten la reducción del caudal de renovación
de agua del lavado posterior: si, por ejemplo, el lavado estanco tiene el
20% de la concentración del baño, el caudal de lavado posterior puede ser
dividido por 5. El método consiste en intercalar uno o más lavados de agua
estancos entre la posición del baño de proceso y los lavados posteriores.
El agua de este lavado, preferiblemente, tiene que ser destilada ya que
el agua de red, que contiene sales, puede acabar contaminando el baño.
Al tratarse de un lavado estanco, otra recomendación interesante a hacer,
que muchas veces se echa en falta en las empresas, es el hecho de agitar
por aire -o mecánicamente- el lavado, para incrementar su eficiencia.
El lavado se va concentrando en sales procedentes del baño de proceso y,
a determinada concentración, por término medio, el 20% de la del baño, se
retira una parte de este líquido y se introduce de nuevo al baño de proceso
del que proceden las sales. Este volumen viene determinado por el rango
de evaporación del baño. De esta forma, al igual que sucede con los lavados
por spray (Sistema de lavado por proyección del agua sobre la pieza a lavar
mediante duchas), el baño debe operar a cierta temperatura, también aquí
superior a los 40ºC, para que el sistema se pueda aplicar.
Una variante muy interesante del sistema, con unas claras repercusiones
de reducción del arrastre, es la posibilidad de combinar 2 o incluso 3 lavados
estancos "en cascada"; es decir, conectados entre sí. Esta disposición se
convierte en un sistema de lavados corrientes en cascada, que tiene un caudal
lo suficientemente pequeño como para poder ser directamente reciclados en
contínuo hacia el baño de proceso. El sistema permite el máximo de recuperación
de materias primas y de reducción, por tanto, del arrastre. Si un lavado
estanco puede alcanzar un nivel de reducción del arrastre de un 70%, 2 recuperaciones
consecutivas pueden llegar hasta un 90% de reducción de pérdidas por arrastre
y 3 recuperaciones consecutivas al 98%. |
| LAVADOS
ESTANCOS DE RECUPERACIÓN |
| Descripció
de la proposta |
Objetivo: |
Reducción
del arrastre por introducción de lavados estancos de recuperación después
de determinados baños de proceso. |
| Descripción: |
La
propuesta pasa por la introducción de 1 cuba de lavado de recuperación después
de cada desengrase, 2 cubas después del niquelado y 3 cubas de recuperación
después del cromado.
Se puede conseguir hasta un 70% de reducción del arrastre. |
| Viabilitat
tècnica |
Técnica |
Contraste
de la tecnología: como se ha visto a lo largo del presente diagnóstico,
los lavados estancos de recuperación son especialmente indicados en aquellos
baños de proceso que operan a temperatura superior a los 40ºC, ya que permiten
ir retornando al baño agua y sales, gracias a las pérdidas por evaporación
que este experimenta.
Efecto sobre la calidad del proceso o producto. Requerimiento de espacio:
cada lavado estanco de recuperación supone una cuba a introduir en la actual
línea de proceso. Deberá contarse, pues, con el espacio necesario para alargar
las líneas.
Tiempo de implementación: relativamente corto; con unos 3-4 días se pueden
hacer las modificaciones pertinentes a las líneas de proceso.
Requisitos para su utilización: al tratarse de un lavado más, durante el
proceso no se requiere de ninguna medida especial; es importante, sin embargo,
recordar que la empresa tendrá que retornar diariamente al baño las pérdidas
por evaporación a partir de las recuperaciones instaladas: de la última
recuperación hacia la anterior, y así sucesivamente, hasta llegar a la primera
recuperación que sirve para aportar al baño. |
| Equipos: |
7
cubas de lavado compra e instalación
Modificación de conducción de agua de lavado |
| Materias primas
o procesos afectados |
Materies
primas: Todas las que componen los diferentes baños de proceso implicados
Procesos afectados: Toda la planta galvánica. |
| % reducción
de la corriente residual |
Disminución
de la contaminación de las aguas de lavado del 70 hasta el 98% en función
del número de recuperaciones
Disminución del volumen de aguas a tratar |
| Otras corrientes
afectadas |
Gestión
de fangos de depuración |
| Variación de
la capacidad de producción |
La
introducción de estos lavados estancos de recuperación, como ya se ha visto,
pueden suponer la reintroducción en el baño de ciertos contaminantes generados
por impurezas presentes en los ánodos, por el ataque de la superficie del
metal, etc. Por tanto, habrá que aplicar sistemáticamente unos criterios
de control analítico para evitar la contaminación del baño. |
| Otros |
# |
| Viabilidad
Económica |
Balance |
# |
Materia |
Cantidad |
Coste unitario |
Coste Total |
| Ahorro |
Desengrase
ultrasonidos |
Número
de recuperación: 1
Reducción de pérdida: 88,70Kg x 70% = 62,09 Kg
|
1,56 €/kg
|
98,86
|
| Desengrase
electrolítico |
Número
de recuperación: 1
Reducción de pérdida: 68,90 Kg x 70% = 48,23 Kg
|
1,51 €/kg
|
65,28
|
Cloruro
de níquel
(niquelado) |
Número
de recuperación: 2
Reducción de pérdida: 78,85 Kg x 90% = 70,96 Kg
|
2,13 €/kg
|
151,14
|
Sulfato
de níquel
(niquelado) |
Número
de recuperación: 2
Reducción de pérdida: 266,10 Kg x 90% = 239,49 Kg
|
2,49 €/kg
|
596,33
|
Ácido
bórico
(niquelado) |
Número
de recuperación: 2
Reducción de pérdida: 49,28 Kg x 90% = 44,35 Kg
|
0,75 €/kg
|
33,26
|
Abrillantadores
(niquelado) |
Número
de recuperación: 2
Reducción de pérdida: 24,64 Kg x 90% = 22,17 Kg
|
6,70 €/kg
|
148,54
|
Aditivos
(niquelado) |
Número
de recuperación: 2
Reducción de pérdida: 3,94 Kg x 90% = 3,54 Kg
|
2,9 €/kg
|
10,27
|
Óxido
de cromo
(cromado) |
Número
de recuperación: 3
Reducción de pérdida: 147,84 Kg x 98% = 144,88 Kg
|
4,9 €/kg
|
709,91
|
Trióxido
de cromo
(cromado) |
Número
de recuperación: 3
Reducción de pérdida: 177,40Kg x 98% =173,85 Kg
|
7,35 €/kg
|
1.277,79
|
|
Agua de
lavado: Por lo que respecta al agua de lavado, se considera que, por cada
cuba estanca de recuperación, el caudal de agua del lavado posterior puede
reducirse a 1/5
|
| Desengrase
ultrasonidos |
Caudal
de agua de renovación actual (1): 560 l/h
Caudal de agua de renovación con recuperación: 112 l/h
Reducción de caudal de lavado: 448 l/h
|
1,37 €/m³
|
1.080,2
|
| Desengrase
electrolítico |
Caudal
de agua de renovación actual (1): 280 l/h
Caudal de agua de renovación con recuperación: 56 l/h
Reducción de caudal de lavado: 224 l/h
|
1,37 €/m³
|
540,1
|
| Niquelado |
Caudal
de agua de renovación actual (1): 2.800 l/h
Caudal de agua de renovación con recuperación: 112 l/h
Reducción de caudal de lavado: 2.688 l/h
|
1,37 €/m³
|
6.481,3
|
| Cromado |
Caudal
de agua de renovación actual (1): 4.480 l/h
Caudal de agua de renovación con recuperación: 36 l/h
Reducción de caudal de lavado: 4.444 l/h
|
1,37 €/m³
|
10.715,4
|
| Gestión
de contaminante |
Reducción
de 1/5 del cauda
lReducción de aguas residuales: 13.735 m³/año
Coste tratamiento de aguas, transporte y gestión de fangos = 0,9 €/m³
|
0,9 €/m³
|
12.361,5
|
| Costes
nuevos |
Operación: |
½
h diaria para reincorporar pérdidas por evaporación 220 días/año x 0,5 h/día
= 110 h |
15
€/h |
1.650
|
| Ahorro total |
34.269,88
- 1.650 =32.619,88 €/año
|
| Inversión |
Adquisición
equipo |
7
cubas x 721,21 €..c.u. = 5.048,47 €
Instalación 2 x ( 32 H x 15 €/H ) =960 € |
| Conexión servicios |
Modificación
de conducciones de agua de lavado = 1.502,5 € |
| Ingeniería |
# |
| Otros |
# |
| Periodo de
retorno de la inversión(2) |
7.510,97
€ / 32.619,88 €/año = 0,23 año ð 2,76 meses |
Observaciones/
Otros temas a considerar |
# |
| |
Las mejoras
en este aspecto, por tanto, incluirán no tan sólo la minimización de cara
al consumo de agua y la generación de aguas residuales, sino, sobretodo,
la mejora de la calidad del lavado. Habrá, por tanto, que definir la estructura
óptima de sus lavados, teniendo en cuenta los principales parámetros de
elección.
Se verá, a continuación, qué recomendaciones pueden hacerse a la empresa
en este aspecto tan fundamental.
Los medios al alcance que se proponen para mejorar la calidad de lavado
a la vez que se optimiza el consumo de agua son los siguientes:
1. Racionalización de lavados: elección de los sistemas de lavado.
|
| |
|
a) Lavado doble
(y múltiple) en serie (cascada)
b) Lavado estanco
|
|
2. Otros métodos
para reducir el consumo de agua.
|
|
|
a) Reducción del consumo
desmesurado
b) Mejora de la calidad de lavado |
| |
3. Reutilización de determinadas aguas
RACIONALIZACIÓN DE LAVADOS
Como se ha visto en la descripción de la actividad productiva de la empresa,
la empresa NIQUELCROM dispone de lavados simples. Consiste, como ya se ha
visto, en disponer de una sola cuba de lavado de agua corriente después
del baño de tratamiento. En este caso, el caudal de agua de lavado, para
determinada razón de dilución (Rd), es: Q = q Rd.
En general, se puede afirmar que el caudal (Q) de lavado necesario para
asegurar una razón de dilución satisfactoria es muy elevado si se compara
con otras posibilidades que se proponen a la empresa. En este caso, para
una Rd de 5000, por ejemplo, y un caudal de arrastre estimado de 0,56 l/h,
se necesitan unos 2.800 l/h para tener una buena calidad de lavado, en una
posición de un baño de acabado decorativo, como puede ser el cromo.
|
| LAVADO
DOBLE (Y MÚLTIPLE) EN SERIE (CASCADA) |
| Descripción
de la propuesta |
Objetivo: |
Se
propone un lavado doble en cascada a contracorriente después de cada uno
de los baños de proceso para:
1.Consumir menos agua para una misma razón de dilución,
2. Reducir, de esta forma, los costes de consumo de agua y de depuración,3.
Incrementar la calidad del lavado sin tener que aumentar el consumo de agua. |
| Descripción: |
Se
trata de los mejores sistemas de lavado disponibles. El sistema consiste
en hacer entrar agua limpia por la última posición del sistema de lavado
y pasar en cascada hasta la primera cuba. Las piezas a lavar hacen el recorrido
contrario, es decir, a contracorriente. A diferencia del caso anterior,
sólo tenemos una alimentación de agua limpia (en la última cuba).
En este caso, el caudal de agua necesario viene dado por: 
donde, aquí también, n corresponde al número de cubas de lavado que componen
el sistema.
En este caso, el ahorro que se obtiene en el consumo de agua gracias al
incremento del número de cubas (n) es importante. (1) |
| Viabilitat
tècnica |
Técnica |
Contraste
de la tecnología: la introducción de sistemas de lavado múltiples en cascada
a contracorriente es ampliamente utilizada por parte de muchas empresas
del sector, ofreciendo todas las ventajas mencionadas en cuanto a importante
reducción del caudal de lavado para una misma calidad de lavado.Requerimiento
de espacio: la introducción de estos lavados dobles supone el alargamiento
de la línea de proceso y la intercalación de cubas entre las ya existentes.
Tiempo de implementación: reducido; básicamente el tiempo necesario para
mover las cubas para ubicar los lavados dobles y hacer las nuevas conducciones
de agua.
Requisitos para su utilización: ninguno en especial; sólo se requiere respeto
por el sentido de las piezas por las dos cubas conectadas, entrando por
el agua más sucia y saliendo por la más limpia. |
| Equipos: |
5
cubas de proceso |
| Materias primas
o procesos afectados |
Materias
primas afectadas: ninguna.
Procesos o productos afectados: estructura de lavados de la planta galvánica |
| % reducción
de la corriente residual |
Contaminación
de aguas de lavado
Disminución del consumo de agua de lavado
Posible ahorro en los consumos de materias primas y auxiliares: ahorro en
el consumo de agua de lavado |
| Otras corrientes
afectadas |
Generación
de fangos de depuración. |
| Variación de
la capacidad de producción |
Ninguna
negativa, en todo caso, mejora del lavado actual |
| Otros |
# |
| Viabilidad
Económica |
Balance |
# |
Materia |
Cantidad |
Coste unitario |
Coste Total |
| Ahorro |
Desengrase
ultrasonidos |
Lavado
sencillo actual con caudal (l/h) (2): 560
Lavado doble en cascada (l/h): 18
Reducción en el consumo de agua (l/h): 542
|
1,37 €/l
|
1.307,74
|
| Desengrase
electrolítico |
Lavado
sencillo actual con caudal (l/h) (2): 280
Lavado doble en cascada (l/h): 12,5
Reducción en el consumo de agua (l/h): 267,5
|
1,37 €/l
|
645,42
|
| Decapado |
Lavado
sencillo actual con caudal (l/h) (2): 400
Lavado doble en cascada (l/h): 15
Reducción en el consumo de agua (l/h): 385
|
1,37 €/l
|
928,92
|
| Níquel |
Lavado
sencillo actual con caudal (l/h) (2): 2.800
Lavado doble en cascada (l/h):39,6
Reducción en el consumo de agua (l/h): 2.760,4
|
1,37 €/l
|
6.660,28
|
| Cromado |
Lavado
sencillo actual con caudal (l/h) (2): 4.480
Lavado doble en cascada (l/h): 50
Reducción en el consumo de agua (l/h): 4.430
|
1,37 €/l
|
10.688,7
|
| Gestión
de contaminantes |
Reducción
de las aguas de lavado : 14.757 m³
Coste tratamiento de aguas, transporte y gestión de fangos = 0,9 €/m³
|
0,9 €/m³
|
13.281,3
|
| Costes
nuevos |
# |
| Ahorro total |
33.512,36
€/año
|
| Inversión |
Adquisición
equipo |
5
cubas de proceso x 1.502,53 €.c.u. =7.512,65 €
Instalación : 20 h x 15 €/h = 300 € |
| Conexión servicios |
# |
| Ingeniería |
# |
| Otros |
# |
| Periodo de
retorno de la inversión |
7.812,65
€ / 33.512,36 €/a = 0,23 any = 2,8 meses |
Observaciones/
Otros temas a considerar |
# |
| REUTILIZACIÓN
DE LA SOLUCIÓN MEDIANTE LA INTRODUCCIÓN DE UN PRE-DESENGRASE |
| Descripción
de la propuesta |
Objetivo: |
Como
alternativa se propone alargar la vida útil del desengrase, mediante la
introducción de un pre-desengrase.
Este último es formulado de nuevo. Con esta medida, se consigue alargar
la vida del baño en un 20-30%.
Cuando el pre-desengrase debe vaciarse, se renueva con el contenido del
baño de desengrase |
| Descripción: |
Implantación
de 2 cubas, 1 para cada baño de desengrase |
| Viabilidad
técnica |
Técnica |
Contraste
de la tecnología: la aplicación de este método se utiliza de forma moderada
dentro del sector. En realidad, se trata de desengrasar en 2 cubas - la
primera más diluída - lo que actualmente se hace con una.
Requerimiento de espacio: evidentemente, cada cuba de pre-desengrase supone
alargar la línea galvánica en la medida que se colocan nuevas cubas de proceso.
Tiempo de implementación: sobre 1 día de montaje.
Requisitos para su utilización: no se requiere ningún condicionante en su
utilización; simplemente, se han de hacer las mismas operaciones habituales
que con el desengrase utilizado. |
| Equipos: |
2
cubas |
| Materias primas
o procesos afectados |
Materias
primas afectadas: desengrase por ultrasonidos y desengrase electrolítico
Procesos o productos afectados: preparación de la superficie metálica a
ser recubierta electrolíticamente |
| % reducción
de la corriente residual |
Posible
ahorro en los consumos de materias primas y auxiliares: reducción en un
25% del consumo de sales y agua para la preparación de los desengrases.
Posible reducción de contaminantes: reducción en un 25% del volumen de solución
acuosa alcalina con aceites |
| Otras corrientes
afectadas |
# |
| Variación de
la capacidad de producción |
La
introducción de un primer baño de desengrase, permite realizar mejor esta
operación, consiguiéndose un nivel mejor de eliminación de aceites y grasas.
Por tanto, se puede decir que mejora la calidad del proceso. |
| Otros |
# |
| Viabilitat
Econòmica |
Balance |
# |
Materia |
Cantidad |
Coste unitario |
Coste Total |
| Ahorro |
Materias
primas y auxiliares en ultrasonidos |
Ahorro
de 25 %
|
25 % de
468,79 €/a
|
117,2
|
| Materias
primas y auxiliares en electrolítico |
Ahorro
de 25 %
|
25 % de
681,55 €/año
|
170,4
|
| Agua
en ultrasonidos |
Ahorro
de 25 % de los 2.100 litros utilizados
|
1,37 €/m³
|
0,72
|
| Agua
en electrolítico |
Ahorro
de 25 % de los 8.400 litros utilizados
|
1,37 €/m³
|
2,9
|
| Gestión
de contaminantes(1) |
10.500
l de solución alcalina residual/año x 25% = 2.625 l/año
|
0,27 €/l
|
708,75
|
| Costes
nuevos |
# |
| Ahorro total |
1.000 €/año
|
| Inversión |
Adquisición
equipo |
2cubas
x 901,52 €. C.u. = 1.803,04 €
Instalación: 1 operario x 1 día x 8 horas x 15 €/h = 120 € |
| Conexión servicios |
# |
| Ingeniería |
# |
| Otros |
# |
| Periodo de
retorno de la inversión |
1.923,04
€ / 1.000 €/a = 1,92 años |
Observaciones/
Otros temas a considerar |
# |
| INTRODUCCIÓN
DE UN LAVADO ESTANCO DE RECUPERACIÓN |
| Descripción
de la propuesta |
Objetivo: |
Reutilización
de la solución mediante la introducción de cubas estancas de recuperación. |
| Descripción: |
Implantación
de 2 cubas, 1 para cada baño de desengrase |
| Viabilidad
técnica |
Técnica |
Contraste
de la tecnología: dado que el tema se ha tratado en repetidas ocasiones
a lo largo del estudio, nos remitimos a los capítulos correspondientes del
mismo.
Requerimiento de espacio: evidentemente, cada cuba de recuperación supone
alargar la línea galvánica en la medida que se colocan nuevas cubas de proceso.
Tiempo de implementación: sobre 1 día de montaje.
Requisitos para su utilización: no se requiere de ningún condicionante en
su utilización; simplemente, tienen que hacerse las mismas operaciones habituales
que con el desengrase utilizado. |
| Equipos: |
2
cubas |
| Materias primas
o procesos afectados |
Materias
primas afectadas: desengrase por ultrasonidos y desengrase electrolítico
Procesos o productos afectados: preparación de la superficie metálica a
ser recubierta electrolíticamente |
| % reducción
de la corriente residual |
Reducción
en un 70% del arrastre de sales y agua procedentes de los desengrases |
| Otras corrientes
afectadas |
# |
| Variación de
la capacidad de producción |
Ninguna
concreta |
| Otros |
# |
| Viabilidad
Económica |
Balance |
# |
Materia |
Cantidad |
Coste unitario |
Coste Total |
| Ahorro |
Desengrase
ultrasonidos |
Pérdida
por arrastre: 88,70 Kg
Ahorro por recuperación (70%): 62,09 Kg
|
1,56 €/kg
|
96,86
|
| Desengrase
electrolítico |
Pérdida
por arrastre: 68,90 Kg
Ahorro por recuperación (70%): 48,23 Kg
|
1,51 €/kg
|
72,82
|
| Agua
de los baños |
Pérdida
por arrastre: 985 L x 2 = 1.970 L
Ahorro por recuperación (70%): 1.379 L
|
1,37 €/kg
|
1,89
|
| Agua
enjuagues posteriores (1) |
Electrolítico:
caudal : 560 l/h
Caudal ahorrado : 448 l/h
|
1,37 €/m³
|
1.081,93
|
|
Ultrasonidos
caudal: 280 l/h
Caudal ahorrado: 224 l/h
|
540,47
|
| Gestión
de contaminantes |
(448 l/h
de aguas de lavado del desengrase electrolítico + 224 l/h del de ultrasonidos)
x 1.760 h/año = 1.182,7 m³ de agua
Coste tratamiento de aguas, transporte y gestión de fangos = 0,9 €/m³
|
0,9 €/m³
|
1.064,43
|
| Costes
nuevos |
Operación |
½ h/día
para reintroducir la recuperación en cada baño x 220 días/año
|
15 €/h
|
1.650
|
| Ahorro total |
2.858,4
- 1.650 = 1.208,4 €/año
|
| Inversión |
Adquisición
equipo |
2
cubas x 901,52 €. C.u. = 1.803,04 €
Instalación: 1 operario x 1 día x 8 horas x 15 €/h = 120 € |
| Conexión servicios |
# |
| Ingeniería |
# |
| Otros |
# |
| Periodo de
retorno de la inversión |
1.923,04
€ / 1.208,4 €/a = 1,59 años |
Observaciones/
Otros temas a considerar |
# |
| INTRODUCCIÓN
DE UN PRE-DECAPADO |
| Descripción
de la propuesta |
Objetivo: |
Reutilización
de la solución mediante la introducción de un pre-decapado . |
| Descripción: |
Implantación
de 1 cuba |
| Viabilidad
técnica |
Técnica |
Contraste
de la tecnología: la aplicación de este método se utiliza de forma moderada
dentro del sector. En realidad, se trata de decapar en 2 cubas - la primera
más diluida - lo que actualmente se hace con una.
Requerimiento de espacio: evidentemente, la cuba de pre-decapado supone
alargar la línea galvánica en la medida que se colocan nuevas cubas de proceso.
Tiempo de implementación: sobre ½ día de montaje.
Requisitos para su utilización: no se requiere de ningún condicionante en
su utilización; simplemente, se han de hacer las mismas operaciones habituales
que con el decapado utilizado. |
| Equipos |
1
cuba |
| Materias primas
o procesos afectados |
Materias
primas afectadas: decapado ácido.
Procesos o productos afectados: preparación de la superficie metálica a
ser recubierta electrolíticamente |
| % reducción
de la corriente residual |
Posible
ahorro en los consumos de materias primas y auxiliares: reducción en un
25% del consumo de sales y agua para la preparación del decapado .
Posible reducción de contaminantes : reducción en un 25% del volumen de
solució ácida con metales |
| Otras corrientes
afectadas |
# |
| Variación de
la capacidad de producción |
La
introducción de un primer baño de decapado, permite realizar mejor esta
operación, consiguiéndose un nivel mejor de eliminación de óxidos metálicos.
Por tanto, se puede decir que mejora la calidad del proceso. |
| Otros |
# |
| Viabilidad
Económica |
Balance |
# |
Materia |
Cantidad
|
Coste unitario
|
Coste Total
|
| Ahorro |
Ácido
clorhídrico |
Cantidad
utilizada: 78,75 kg
Ahorro 25% ð 19,69 kg
|
1,95 €/kg
|
39,39
|
| Agua |
Cantidad
utilizada = 3.150 l
Ahorro 25 % -> 787,5 L
|
1,37 €/m³
|
1,1
|
| Gestión
de contaminante (1) |
25% de
la solución queda como residuo acuoso ácido con metal -> 3.150 l/año
x 25 % = 787,5 l/año de residuo
|
0,15 €/l
|
118,12
|
| Costes
nuevos |
# |
| Ahorro total |
157,61
€/año
|
| Inversión |
Adquisición
equipo |
1
cuba x 901,52 € c.u. = 901,52 €
Instalación: 1 operario x 0,5 día x 8 horas x 15 €/h = 60 € |
| Conexión servicios |
# |
| Ingeniería |
# |
| Otros |
# |
| Periodo de
retorno de la inversión |
961,52
€ / 157,51 €/a = 6,1 años |
Observaciones/
Otros temas a considerar |
Para
acabar este apartado, recomendar la introducción de un predecapado mecánico,
siempre y cuando la pieza lo permita (Sobretodo en el caso de piezas grandes,
planas y sin excesivos orificios o ángulos), que permitirá reducir -o, a
veces, suprimir- la utilización de agentes químicos. |
|
Se consideran,
en este apartado, todos aquellos productos que constituyen los diversos
baños de proceso (desengrases, decapados, aditivos, sales metálicas, etc.).
Se tiene que partir de la idea que buena parte de las pérdidas de productos
se puede evitar, fundamentalmente por dos vías: |
|
• prevención
de las pérdidas, evitando que se produzcan o reduciéndolas:
|
|
|
• elección
del baño (naturaleza, composición, concentración, etc.)
• gestión del baño correcta (respetando las condiciones de trabajo
óptimas, elección de las mínimas concentraciones, mantenimiento de baños,
etc.).
|
|
• recuperación
y valorización de pérdidas mediante la introducción de equipos específicos:
|
|
|
• sistemas
que permiten recuperar todas las sales del baño:
|
|
|
|
- ósmosis inversa:
baños de níquel
- electrodiálisis: baños de níquel
- electro-electrodiálisis: baños de cromo, purificación de ciertos decapados
(por ejemplo, de ácido sulfúrico)
- evaporación: baños de cromo
- ultrafiltración: purificación de desengrases (ya tratado)
|
|
|
• sistemas
que permiten recuperar metales sin el resto de constituyentes
|
|
|
|
-
electrólisis: todos los metales
- resinas de intercambio iónico específicas: boro, etc.
|
No
obstante, dadas las características de la empresa y el elevado coste de
estos equipos, no se procederá a recomendar ninguna inversión en ninguno
de ellos.
|
| TÉCNICA
DE SKIP |
| Descripción
de la propuesta |
Objetivo: |
Utilizar
el agua de lavado del decapado como lavado del desengrase electrolítico. |
| Descripción: |
Se
propone reutilizar el lavado posterior al decapado como lavado siguiente
al desengrase electrolítico. De esta manera, se consigue ahorrar el caudal
de agua de lavado de una de las dos posiciones y, consiguientemente, el
vertido de aguas residuales |
| Viabilidad
técnica |
Técnica |
Contraste
de la tecnología: la aplicación de este método se utilitza de forma moderada
dentro del sector. Como ya se ha explicado, no presenta ningún inconveniente
dado que las piezas, una vez lavadas con esta agua reutilizada, pasan a
la cuba ácida del decapado .Requerimiento de espacio: ninguno.
Tiempo de implementación: sobre ½ día de montaje de conducciones.
Requisitos para su utilización: una vez bien establecida su funcionalidad,
no requiere de ningún condicionante en su utilización; simplemente, se han
de hacer las mismas operaciones habituales que en cualquier lavado. |
| Equipos |
# |
| Materias primas
o procesos afectados |
Materias
primas afectadas: ninguna.
Procesos o productos afectados: ninguno. |
| % reducción
de la corriente residual |
Posible
ahorro en los consumos de materias primas y auxiliares: ahorro del consumo
de agua en la posición del desengrase electrolítico.
Posible reducción de contaminantes : reducción del tratamiento de agua del
decapado |
| Otras corrientes
afectadas |
# |
| Variación de
la capacidad de producción |
Ninguno
significativo. |
| Otros |
# |
| Viabilidad
Económica |
Balance |
# |
Materia |
Cantidad
|
Coste unitario
|
Coste Total
|
| Ahorro |
Agua
(1) |
280 l/h
de agua de lavado del desengrase electrolítico x 1760 h/año = 493 m³ /año
|
1,37 €/m³
|
675,4
|
| Gestión
de contaminantes |
493 m³
Coste tratamiento de aguas, transporte y gestión de fangos = 0,9 €/m³
|
0,9 €/m³
|
443,7
|
| Costes
nuevos |
# |
| Ahorro total |
1.119,1
€/año
|
| Inversión |
Adquisición
equipo |
1
operario x ½ día x 8 h x 15 €/h = 60 € |
| Conexión servicios |
120,
20 € en conducción de PVC |
| Ingeniería |
# |
| Otros |
# |
| Periodo de
retorno de la inversión |
180,20 € /
1.119,1 €/a = 0,16 año = 2 meses |
Observaciones/
Otros temas a considerar |
# |
| |
Un almacenamiento
deficiente de los materiales es una fuente potencial de obtención de residuos,
como son la generación de productos caducados, un mayor riesgo de derrames
de materiales, etc. suponiendo a la vez un peligro y un riesgo para los
propios trabajadores.
Todos los procesos desarrollados por la empresa incluyen el almacenamiento
de materias primas, productos, subproductos y residuos, y su transferencia
de una zona de la fábrica a otra. El correcto almacenamiento es, por tanto,
una posibilidad importante para minimizar.
Entre las principales propuestas genéricas a recomendar tenemos las siguientes:
|
| |
|
• Llevar
a cabo un control normalizado del estado de ensuciamiento (grasas, polvo,
etc.) de les piezas que se recepcionan para ser tratadas electrolíticamente,
para procurar que lleguen lo más limpias posible.
• Disponer de áreas separadas y adecuadas de almacenamiento para materias
primas, productos, subproductos y residuos . Estas zonas tienen que estar
protegidas de las inclemencias del tiempo -luz, lluvia, calor, etc.,- para
evitar el deterioro del envase o del producto mismo y disponer de una solera
de hormigón hidrófugo y un sistema de recojida de aguas residuales independiente
del sistema general. La zona en cuestión tiene que estar convenientemente
señalizada e iluminada.
• Mantener el orden establecido en el almacén y las distancias entre
los materiales, para posibilitar su accesibilidad e inspección. Deben, además,
mantenerse las distancias entre los productos químicos incompatibles. Los
diferentes bidones deberán ordenarse de acuerdo con su peligrosidad y grado
de utilización, facilitando su carga y descarga. Todos los materiales tienen
que estar convenientemente etiquetados, con indicativos de sus características
y normas especiales de manipulación. Es interesante, también, almacenar
los contenedores de acuerdo con las indicaciones del envasador o fabricante.
• En caso de apilar materiales, poner siempre los líquidos debajo de
los sólidos, manteniendo los recipientes siempre bien cerrados.
• Limpiar las superficies justo antes del su recubrimiento electrolítico,
para evitar que se ensucien en el período de almacenamiento.
• Establecer un sistema de gestión de stocks, según el sistema FIFO
("first-in-first-out"), que garantice que los materiales almacenados más
antiguos sean los primeros en tener salida.
• Utilizar recipientes de dimensiones adecuadas al uso previsto y a
las características del producto, procurando incentivar la compra a granel,
excepto en aquellos materiales de vida corta o que no se consumen en grandes
cantidades. Todo ello puede permitir la reducción del número de envases
así como del material perdido en adherencias a las paredes del recipiente.
Así mismo, es preferible utilizar contenedores reutilizables, como los de
polietileno que pueden volver a ser reutilizados y, además, son fácilmente
transportables y de limpiar. Habrá, sin embargo, que vaciar por completo
los recipientes para reducir la cantidad de agentes de limpieza necesarios.
• En el caso particular de los residuos, se recomienda prever y adecuar
una zona específica y diferenciada para su almacenamiento, como se ha dicho
anteriormente, con un número de contenedores suficiente para posibilitar
su correcta segregación, según si son líquidos vs. sólidos, peligrosos vs.
inertes; entre los que sean peligrosos, se precisa la separación según su
composición y, finalmente, separar los diferentes tipos de residuos valorizables
(chatarra, plástico, cartón, papel, etc.) para permitir su reutilización
y reducir su volumen. |
| |
El control de
inventarios tiene como consecuencia fundamental el que la empresa no tinga
más materias, productos y subproductos en la planta, de los que realmente
sean necesarios por alguna justificación u otra. Además del espacio que
ocupa y del immobilizado que supone, una ausencia de control de inventarios
puede derivar en una generación de residuos que provienen de las materias
primas y productos innecesarios, caducados o deteriorados, suponiendo un
doble coste para la empresa.
Como propuestas de buenas prácticas se pueden proponer las siguientes:
|
| |
|
• Definir
la frecuencia y la responsabilidad para los inventarios.
• Evitar las compras en exceso que puedan llegar a caducar y convertirse
en un residuo.
• Estandarizar, cuando sea posible, los materiales comprados, utilizando
el menor número posible de compuestos diferentes para un mismo propósito.
Esto supondrá una reducción del coste de compra y mantenimiento, simplifica
el control de inventario, mejorando el seguimiento y la utilización de los
materiales, y puede permitir reducir la cantidad y variedad de residuos
a gestionar.
• Etiquetar y registrar todos los materiales recepcionados, indicando
el nombre del producto, la fecha de entrada en el almacén y la fecha de
caducidad (si es necesario). Comprobar, al mismo tiempo, que los materiales
van correctamente etiquetados.
• Comprar la cantidad de material estrictamente necesaria para cada
etapa de producción específica, de forma que no sobre material.
• Controlar todos los materiales al recibirlos, verificando que cumplen
con las especificaciones del fabricante y retornar los que no sean conformes.
• Seguir las especificaciones de los proveedores y fabricantes sobre
la utilización, manipulación, almacenamiento y tratamiento de los materiales
recepcionados.
• En el consumo de materiales, como ya se ha dicho, llevar a cabo un
sistema de gestión FIFO, realizando una rotación de los contenedores situados
al fondo de las estanterías hacia delante cuando llega nuevo material. En
cualquier caso, dar instrucciones por escrito y concienciar a los operarios
para que utilicen primero los productos que caducan antes.
• Reducir la cantidad de envases parcialmente llenos, favoreciendo
la utilización del material sobrante de operaciones anteriores. En este
sentido, es muy importante adecuar el tamaño del envase a la cantidad necesaria
para cada oportunidad, como ya se ha dicho anteriormente.
• En el caso concreto de los residuos almacenados, además, habrá que
fijar la cantidad adecuada para su gestión externa, indicando el nombre
del residuo, código oficial, instrucciones de manipulación y almacenamiento,
nombre, teléfono y código de los transportistas y gestores autorizados,
etc. |
| |
Durante las
operaciones de manipulación, transporte, trasvase, etc., tanto de materiales
como de residuos, deben adoptarse una serie de medidas para evitar vertidos,
fugas, contaminación de materiales, etc., que comporten pérdidas y generen
contaminación. Por ejemplo, la contaminación de un residuo por causa de
una incorrecta manipulación o segregación, puede generar un volumen superior
de residuos, disminuir las posibilidades de valorizarlo o implicar su clasificación
como residuo especial.
Entre otras, podemos recomendar las siguientes buenas prácticas:
|
| |
|
• Las zonas
de carga y descarga deben estar bien iluminadas, han de estar señalizadas,
limpias y sin obstáculos, especialmente las zonas de paso.
• Establecer procedimientos escritos para todas las operaciones de
carga, descarga y transvase, prestando especial atención al hecho físico
de la carga y la descarga: manipulación de palets, bidones, carretilla elevadora,
transpalets, bombas, etc. Es muy recomendable comprobar e inspeccionar los
equipos a utilizar -bombas, filtros, juntas, válvulas- antes de comenzar
cualquier operación de transvase, sobretodo cuando se trata de productos
líquidos (por ejemplo, los baños de desengrase).
• Por otro lado, habrá que preparar también procedimientos escritos
de mantenimiento y revisión periódica del estado de las instalaciones utilizadas
en la carga, descarga y transvase de productos: conexiones, juntas, cierres
de válvulas, mangueras, bombas, etc.
• Disponer los depósitos y recipientes de forma que se evite su ruptura,
facilitando la detección de grietas o de corrosión. Los bidones metálicos,
por ejemplo, deben aislarse del suelo mediante palets de madera para evitar
la corrosión debida a la humedad del suelo.
• Utilizar los recipientes siguiendo las instrucciones del fabricante
y sólo para su uso original, asegurando que todos ellos reciben un programa
de control y de mantenimiento y están en buenas condiciones.
• Reservar áreas de contención impermeables y limpias alrededor de
los tanques o de las zonas de almacenamiento que incorporen elementos -arquetas
o cubetos de retención- para recoger las posibles fugas. Estas áreas han
de respetar la separación de los materiales según su naturaleza química
y peligrosidad y evitar el contacto con la red de recogida de aguas general
de la instalación.
• Asegurarse de que se está transvasando el líquido correcto en el
recipiente correcto, para lo cual deben observarse las normas de etiquetado
que permitan saber en todo momento el contenido de los bidones almacenados,
como ya se ha indicado anteriormente.
• Disponer de sistemas que permitan conocer en todo momento el volumen
de líquido en los depósitos de que dispone la empresa, evitando llenar en
exceso los depósitos o recipientes y comprobar siempre el nivel del recipiente
al cual se transvasa el líquido, antes de iniciar la operación, no sea que
éste sea insuficiente.
• Prever, en las zonas de transvase, la instalación de sistemas que
permitan que los operarios dejen escurrir el tiempo suficiente los elementos
utilizados en la operación llevada a cabo, especialmente en las zonas de
transvase de líquidos. Este escurrido debe realizarse en un recipiente que
permita la recuperación del producto.
• En las operaciones de transvase de líquidos, proceder con especial
atención para evitar posibles salpicaduras y derrames y utilizar los equipos
de forma adecuada (bomba, embudo, etc.,).
• Evitar movimientos innecesarios de materiales mediante una planificación
cuidadosa, transportando la cantidad adecuada al lugar adecuado.
• Disponer de forma rápida de los materiales absorbentes adecuados
a los productos manipulados normalmente para actuar en caso de fugas. Habrá
que disponer de éstos, por tanto, cerca de las zonas de manipulación y ser
fácilmente accesibles al personal encargado de las operaciones. |
| |
A continuación
se indican una serie de consejos a implementar durante el proceso de baños
galvánicos y todas las otras actividades relacionadas, con el objetivo también
de evitar la generación de contaminación. Algunas de estas recomendaciones
ya se han realizado anteriormente:
|
| |
|
• Utilización
de baños galvánicos menos contaminantes, siempre que ello sea técnicamente
posible. Comenzando por los baños de preparación y acabando por los baños
de proceso, es conveniente plantearse si la composición o concentración
de cada baño puede ser modificada de manera que la contaminación generada
decrezca y, además, la calidad de les piezas obtenidas sea, como mínimo,
igual que la que da el baño substituido.
• Limpieza de las piezas justo antes de proceder a su galvanizado,
para evitar su ensuciamiento en los períodos de almacenamiento.
• Optimizar la limpieza de las piezas para reducir la generación de
residuos y emisiones, utilizando la cantidad justa del producto de limpieza
y alargando al máximo la vida de los baños de preparación.
• Utilización de productos de limpieza menos contaminantes . En este
sentido, el orden de elección del producto de limpieza es: aire, agua, medio
abrasivo, disolució acuosa de detergentes, disoluciones alcalinas, ácidos
y, finalmente, disolventes.
• Agitación de los baños para aumentar la eficacia de las operaciones
de limpieza, bien sea por medios mecánicos como ultrasónicos.
• Extracción lenta de las piezas de los tanques de preparación y de
los de proceso, dando tiempo a un drenaje del líquido en exceso hacia el
tanque.
• Correcta colocación de las piezas en los bastidores, para minimizar
el arrastre de materias primas.
• Maximizar, tanto como sea posible, el tiempo de escurrido de las
piezas. Este es un punto importante que, a menudo, se olvida. Se recomienda
un tiempo de escurrido mínimo de 10 segundos para bastidores.
• Asegurar el vaciado de las piezas durante el tiempo de escurrido.
Si es conveniente, hay que realizar diferentes movimientos vibratorios con
los bastidores, recién sacados de los baños, para facilitar el vaciado del
líquido que puedan haber retenido las piezas.
• Instalación de tapajuntas para recoger el líquido que gotea a las
piezas al extraerlas de los tanques correspondientes.
• En la recuperación de piezas defectuosas hay que aplicar, en primer
lugar, sistemas mecánicos de limpieza, antes de proceder a los sistemas
líquidos.
• Llevar un control normalizado del estado de las piezas después del
proceso de limpieza y preparación, para reducir el número de piezas defectuosas
que se galvanizan.
• En cuanto a los trabajadores, informarlos sobre la importancia de
reducir la contaminación ambiental y la necesidad de utilizar los sistemas
de protección personal idóneos: uso de mascarillas, cascos o tapones auditivos,
gafas y guantes.
• Formación profesional adecuada de los operarios encargados de las
líneas productivas, para que se lleve a cabo una operación con conocimiento
profesional.
• Dejar escurrir bien los botes y bidones de productos.
• Conocer la composición de los productos que se utilizan en la empresa
y los posibles componentes nocivos. En este sentido, es muy importante solicitar
y mantener actualizadas las hojas de seguridad de los productos.
• Calcular bien la cantidad de materia prima necesaria para cada tarea
y procurar programar los cambios para reducir al mínimo las limpiezas y
los restos de materias.
• Estudiar el diseño de las conexiones de tubos, bombas y depósitos,
de la instalación para que la parte a escurrir y limpiar sea mínima.
• No mezclar productos que no se correspondan.
• Evitar derrames y salpicaduras.
• Controlar periódicamente que los grifos y las conexiones no goteen.
• Conocer el correcto funcionamiento de la maquinaria y equipos a utilizar.
Cuanto mejor se conozca, mayor rendimiento se obtendrá del equipo y menos
posibilidad de contaminación tendrá lugar.
• Observar que las superficies a tratar electrolíticamente se encuentran
en perfecto estado y no presentan irregularidades que puedan afectar a la
calidad final del pintado. |
| |
El funcionamiento
normal de los equipos y máquinas provoca su desgaste y afecta a su rendimiento
comportando la generación de productos fuera de especificaciones, fugas,
derrames, etc. Todo ello genera una contaminación nada despreciable.
El mantenimiento preventivo consiste en la inspección y limpieza periódicas
de los equipos e instalaciones, incluyendo la lubricación, comprobación
y substitución de las piezas en mal estado, constituyendo en sí misma una
buena práctica para la minimización de contaminantes . En términos generales,
se puede reducir la cantidad de residuos y emisiones generados a causa de
fugas y productos fuera de especificación, aumenta la vida útil de los equipos
y mejora la productividad de la empresa.
Entre les principales buenas prácticas que contribuyen a la correcta conservación
de las instalaciones y minimización de residuos, tenemos:
|
| |
|
• Elaborar
hojas o procedimientos de mantenimiento para cada equipo o máquina, con
las instrucciones para su uso. Es importante que se encuentren cerca de
cada equipo y que detallen sus características, funcionamiento óptimo y
mantenimiento adecuados. Además, cada hoja debe incluir la frecuencia y
el método de limpieza del equipo, la realización de pequeños ajustes, lubricación,
comprobación del equipo y recambio de pequeñas piezas. También es conveniente
que recojan un registro escrito de las averías sufridas, cambios de piezas,
ajustes realizados, fechas de las revisiones y de las reparaciones, etc.
Habrá que indicar, por otra parte, donde depositar las piezas usadas y los
posibles residuos generados -aceites, piezas metálicas, trapos sucios, etc.-
Estas hojas pueden ser en forma de tarjetas de datos o informatizadas.
• Elaborar, también, hojas de incidencias para cada línea o área de
producción, donde el personal anote las averías, los goteos de válvulas
o de juntas, paradas de los equipos, etc., que pueden afectar a la fabricación.
• Es fundamental informar y formar al personal encargado del mantenimiento,
para que se ajuste a los procedimientos escritos y respete la periodicidad
establecida para las revisiones. Este aspecto es especialmente importante
por lo que respecta también a la gestión de los residuos que se generen
como consecuencia de las operaciones de mantenimiento (líquidos de limpieza
sucios, serrín sucio, trapos sucios, etc.). Es importante, en este caso,
no mezclarlos y acumularlos en el lugar reservado a tal efecto.
• Para determinados elementos y equipos (aparatos de combustión, toros,
por ejemplo), es preferible subcontratar el mantenimiento preventivo de
forma externa, a una empresa especializada. |
|
Como ya se ha
ido indicando anteriormente, hay diversos medios para evitar los derrames
accidentales, las fugas, para llevar a cabo la manipulación correcta de
los productos, la utilización de los elementos adecuados para los transvases,
etc. Pero, a pesar de todas les medidas de prevención citadas, siempre llega
una parte no deseada de los materiales a ensuciar los equipos y las instalaciones
de la empresa.
Al llegar a la necesidad de limpiar, la secuencia de actuaciones recomendable
a seguir es: aislar el producto derramado, para evitar su propagación, recogerlo,
de manera que se pueda reutilizar o reducir su volumen y, finalmente, limpiar
el suelo o lo que se haya ensuciado. Esta secuencia posibilitará el ahorro
en detergentes de limpieza y agua, permitirá reducir la carga contaminante
de las aguas residuales vertidas y, en caso de no ser factible la reutilización
del producto, facilitará su segregación y su gestión como residuo.
Como normas generales, en la limpieza de equipos e instalaciones, se recomienda
a la empresa lo siguiente:
|
|
1. Informar,
formar, concienciar y supervisar al personal encargado de limpiar.
2. Substituir los sistemas manuales por sistemas automáticos, más eficientes.
3. Establecer procedimientos escritos de limpieza.
|
Concretamente,
algunas buenas prácticas recomendables en este apartado son las que se citan
a continuación:
|
|
• Establecer
y dar a conocer procedimientos escritos que describan, en función del producto
derramado, las acciones a realizar, el orden en que se han de llevar a cabo
y los materiales a utilizar. Se trata de conseguir la máxima eficiencia
en la limpieza con el mínimo de recursos y reducir al mínimo posible el
número de operaciones de limpieza, evitando cualquier limpieza innecesaria.
• El primer objetivo será como ya se ha mencionado, siempre que sea
posible, el aislamiento del foco como primer paso y, a continuación, recoger
el material derramado de forma que se permita su reutilización. En el caso
de líquidos es importante construir cubetos de retención en las zonas de
transvase y almacenamiento que no han de estar conectados al alcantarillado
o a la red de drenaje internos. Para los sólidos, es suficiente evitar el
contacto del sólido con el agua u otros productos que provoquen su extensión.
• Disponer del material adecuado para aislar los diferentes tipos de
productos que se suelen manipular en la empresa y que pueden ser derramados
accidentalmente, como pueden serlo bandejas o recipientes para poner debajo
del bidón y que actúen como cubetos de retención para recoger el líquido
que pueda caer.
• Disponer del material adecuado para limpiar el suelo o el emplazamiento
afectado por una fuga o un derrame, una vez aislado el foco y recogido el
producto derramado. Este material tendrá que ser fácilmente accesible para
el personal y para ello tendrá que ubicarse cerca de los puntos donde puede
ser más necesario. La limpieza mecánica ha de utilizarse en lugar de la
química, siempre que sea posible.
• Proceder a la limpieza de los equipos de proceso (filtros, cubas,
bombas, etc.) de forma periódica, para mantenerlos en correctas condiciones
y, simultáneamente, facilitar su limpieza.
• Para la limpieza de equipos, procurar utilizar el sistema de limpieza
en cascada, o a contracorriente: utilizar, para la primera limpieza, el
líquido más sucio que tengamos, siguiendo a continuación con otro medianamente
sucio y finalizando la operación con la menor cantidad posible de líquido
de limpieza limpio.
• En caso de requerir métodos de limpieza química (como es, por ejemplo,
la limpieza del suelo con agua y una solución desengrasante), los parámetros
de control a tener en cuenta son el tiempo, la temperatura, la concentración
y la turbulencia necesarios para una operación eficaz. Para reducir la cantidad
de disolución de limpieza se debe, por este orden:
|
|
|
- limpiar con
métodos mecánicos o no químicos en el momento y lugar adecuados, como son
los cepillos, aspiración, etc.),
- utilizar mangueras o aerosoles a presión que permiten el ahorro de agua
y/o productos de limpieza (agua, vapor de agua),
- utilizar agua con tensioactivos u otros productos, (tal como agentes de
suspensión y emulsionantes),
- reutilizar el agua con detergentes de una limpieza anterior, para hacer
un primer lavado, consiguiendo una concentración de contaminantes y un menor
volumen de agua sucia de limpieza. |
|
La existencia
de documentos o procedimientos de operación escritos que recojan todos los
datos, operaciones e instrucciones efectuados en los diferentes procesos
llevados a cabo aseguran que cada tarea esté bien definida y, además de
mejorar la eficiencia en la producción, pueden reducir la generación de
contaminantes . En otro caso, nos podemos encontrar con un despilfarro de
materias primas, procesos ineficientes, etc., que, en conjunto contribuirán
a una mayor generación de residuos y a aumentar el riesgo de accidentes.
Especialmente en este apartado, se precisa la implicación de todos los niveles
operativos, cada uno en su parcela de responsabilidad, en la elaboración
y la implantación de estos procedimientos de actuación.
Como recomendaciones concretas se pueden apuntar las siguientes:
|
|
• En primer
lugar, seleccionar los procedimientos normales de operación de los procesos
realizados con más frecuencia en la fábrica. Habrá que detallar más aquellas
operaciones que pueden tener más repercusión ambiental, como lo son en el
caso que nos ocupa:
|
|
|
- procesos de
fabricación,
- operaciones de mantenimiento,
- limpieza de equipos e instalaciones,
- almacenamiento y transvase de materiales,
- actuación frente a fugas o derrames.
|
Es importante
que cada procedimiento incorpore la descripción de los procesos globalmente
y que definan cada uno de los trabajos individuales, indicando las tareas
a realizar por cada operario o responsable, el método de actuación, los
medios previstos, etc.
|
|
• Hacer
respetar el contenido de los procedimientos elaborados, evitando improvisaciones
u omisiones de las instrucciones establecidas.
• En el caso de fugas o derrames habría que disponer, como ya se ha
mencionado, de un procedimiento genérico donde se describan las primeras
actuaciones a llevar a cabo, indicando a los responsables que deben ser
avisados.
• Mantener un registro de datos sobre la generación de contaminantes
para cada línea de proceso o área de la empresa, así como los costes asociados.
El objetivo es identificar las áreas que requieran, con mayor necesidad,
una mejora y, posteriormente, servirá para evaluar los resultados de las
prácticas mejoradas. |
|
La segregación
correcta de los diferentes tipos de residuos generados por la empresa posibilita
la minimización, permitiendo dar la gestión más adecuada a cada tipo de
residuo, incrementando su potencial de reciclaje y recuperación, con el
consiguiente ahorro económico asociado al tratamiento. Por contra, la mezcla
de los diferentes tipos de residuos provoca el despilfarro de materias primas
al reducir la posibilidad de reutilización, la contaminación entre los residuos,
su mayor volumen y, en definitiva, incrementando los costes de su gestión.
Deben, por tanto, separarse en la empresa los residuos que se generan, de
acuerdo con sus características. En concreto, se puede recomendar:
|
|
• Dotar
de medios e instrucciones por escrito de forma que se puedan segregar los
residuos generados, de acuerdo con los siguientes aspectos:
|
|
|
- seguir las
categorías establecidas por el Catálogo de Residuos,
- separar los residuos según sus características fisicoquímicas: aislar
los residuos líquidos de los sólidos, separar los residuos peligrosos de
los no peligrosos, así como, segregar los residuos tóxicos según el tipo
de sus componentes mayoritarios. Dentro de los residuos inertes o de los
banales, es interesante segregarlos por tipo, de forma que se posibilite
también su valorización externa (madera, cartón, chatarra según su composición,
plástico, etc).
|
|
• Esta
segregación presupone disponer de contenedores específicos que, además,
sería interesante ubicarlos cerca de cada área de trabajo, tanto sea en
fábrica como en las oficinas, almacenes o patio exterior de la empresa.
• Como ya se ha indicado en el capítulo correspondiente al almacén,
hay que prever y adecuar (pavimentar, cubrir, etc.) y señalizar la zona
donde se almacenarán los diferentes contenedores hasta que sean retirados
por un gestor autorizado. Debe señalizarse adecuadamente también, cada contenedor
con indicación del residuo, código, condiciones de almacenamiento y manipulación,
nombre y teléfono del gestor, etc., tal y como ya ha sido mencionado.
• Nombrar responsables que se encarguen del correcto uso de cada contenedor
y zona de almacenamiento, y que avise al transportista autorizado para vaciar
o substituir el contenedor cuando éste esté lleno.
• Favorecer la reutilización del material de embalaje, ya sea en la
propia empresa como mediante su devolución al proveedor.
• Informar, formar e incentivar al personal de la empresa sobre la
necesidad de segregar los residuos. |
| RESUMEN
DE LAS ALTERNATIVAS |
| TIPO |
OPORTUNIDAD
DE MEJORA |
EFECTO CUALITATIVO |
COSTE
ORIENTATIVO (€)
|
RETORNO DE LA INVERSIÓN
|
| Reducción
en origen |
Substitución
de materias primas y procesos |
Eliminación
del ácido clorhídrico en el decapado |
Eliminación
de la compra del producto QT-8010
Reducción de la carga contaminante de las aguas residuales
|
-
|
Inmediato
|
| Substitución
del cromo hexavalente por trivalente en el cromado |
Reducción
de la carga contaminante de las aguas residuales
Simplificar el proceso de tratamiento de los efluentes
Ahorro de la compra de hipoclorito de sodio
|
-
|
Inmediato
|
| Alargamiento
de la vida de los baños |
Correcta
gestión del baño, control y mantenimiento |
Reducción
del volumen de agua utilizado
|
-
|
Inmediato
|
| Reducción
de los arrastres |
Substitución
o modificación de materias primas: mín. concentración, máx. temperatura,
humectantes |
Reducir
la concentración de contaminantes
Reducción del arrastre
|
-
|
Inmediato
|
| Incorporación
de tapajuntas entre cubas |
Reducción
de la contaminación de las aguas de lavado
|
48 €
|
6,4 días
|
| Elección
de bastidores |
Reducción
del arrastre
Reducción de la contaminación de las aguas de lavado
|
-
|
-
|
|
Lavado estanco
de recuperación
|
Disminución
de la contaminación de las aguas de lavado del 70 hasta el 98%
Disminución del volumen de agua a tratar
|
7.510,97
€
|
2,8 meses
|
|
Buenas prácticas:
posición piezas en bastidor, tiempo de escurrido, velocidad de extracción.
|
-
|
-
|
Inmediato
|
| Mejoras
en aclarados y lavados |
Implantación
lavados dobles en cascada a contracorriente
|
Reducción
de la contaminación de las aguas de lavado
Disminución del volumen de agua de lavado
Ahorro en los consumos de materias primas y auxiliares
|
7.812,65
€
|
2,8 meses
|
|
Implantación
lavado estático después de cada baño
|
Retener
una buena parte del arrastre del baño de proceso
Reducción de las necesidades de lavado posteriores
Posibilitar la recuperación de sales de baño
|
7.510,97
€
|
2,8 meses
|
| Reciclaje
y recuperación |
Recuperación
de materias primas |
Introducción
de pre-desengrases
|
Reducción
en un 25% del consumo de sal y agua
Reducción en un 25% del volumen de solución acuosa alcalina con aceites
|
1.923,04
€
|
1,9 años
|
|
Introducción
de un lavado estanco de recuperación desengrase.
|
Reducción
en un 70% del arrastre de sales y agua procedentes de los desengrases
|
1.923,4
€
|
1,6
años
|
|
Introducción
de un pre-decapado
|
Reducción
en un 25% del consumo de sales y agua para la preparación del decapado
Reducción en un 25% del volumen de solución ácida con metal
|
961,52
€
|
6,1
años
|
|
Productos
de aporte
|
Evitar
les pérdidas de productos de baños
|
-
|
-
|
| Reutilización
del agua |
Técnica
de skip
|
Ahorro
del consumo de agua
Reducción del tratamiento de agua del decapado
|
180,2
€
|
2 meses
|
| Recuperación
de arrastres |
Utilización
de barras soporte para los bastidores
|
Facilitar
el trabajo de los operarios
|
-
|
Inmediato
|
| Aplicación
de buenas prácticas ambientales |
- |
Almacenamiento
de materias y residuos
|
-
|
-
|
Inmediato
|
|
Control
de inventarios
|
-
|
-
|
Inmediato
|
|
Manipulación
de material
|
-
|
-
|
Inmediato
|
|
Operación
en planta
|
-
|
-
|
Inmediato
|
|
Mantenimiento
y conservación de instalaciones
|
-
|
-
|
Inmediato
|
|
Limpieza
de equipos e instalaciones
|
-
|
-
|
Inmediato
|
|
Desarrollo
y cumplimiento de los procedimientos de operación
|
-
|
-
|
Inmediato
|
|
Segregación
de las corrientes residuales
|
-
|
-
|
Inmediato
|
|
Localización
del almacén de productos
Como norma general, los almacenes se tienen que situar lo más cerca posible
del lugar donde tiene lugar el consumo de los productos. Aunque es más recomendable
siempre un único lugar de almacenamiento. Evidentemente, habrá que situarlo
también en un lugar fácilmente accesible para los camiones de transporte.
Gestión del almacén
Sólo debería tener acceso al almacén determinado número de personas las
cuales, entre otros aspectos, deberían tener la suficiente información y
formación básica relativa a las características y peligros que comportan
los productos almacenados.
Como se ha visto en otros apartados, hay que hacer una distribución de productos
evitando las mezclas, mediante un etiquetado visible, la confección de cubetos
de retención separativos (ácidos de bases y, especialmente, de cianuros),
etc.
También es recomendable la preparación de fichas de estado del stock que
permitan controlar las entradas y salidas de productos del almacén y reducir
el riesgo de quedarse sin un aprovisionamiento adecuado de productos.
Cubetos de retención
Tienen que permitir recoger con suficiencia posibles derrames y garantizar
un grado de estanqueidad elevado.
Es conveniente que el cubeto permita recoger tanto los derrames verticales
como los horizontales, que provienen de fugas en tanques altos.
Como se ha mencionado en repetidas ocasiones, los cubetos tienen que ser
de tipo separativo, evitando mezclas entre ácidos y cianuros, ni aquellas
otras mezclas que, por su naturaleza, dificulten o impidan la reutilización
de los productos derramados.
Alimentación de agua
Para ir bien, la alimentación de agua en el taller galvánico debería ser
única, disponer de un contador y de una electroválvula conectada a un sistema
de medida del caudal: si el consumo es dispara de forma sostenida, se actúa
sobre la electroválvula cerrando el sistema de alimentación.
Un sistema recomendable es la instalación de una cuba de almacenamiento
de agua, dimensionada para varias horas de funcionamiento, de forma que
permita almacenar el agua depurada en malas condiciones. De esta forma se
evitaría su vertido directo al exterior, en caso de problemas de depuración
o de accidente.
Protección de conducciones
Las conducciones de reactivos o de efluentes que han sido mal fijadas o
poco protegidas, pueden convertirse en fuentes de generación de contaminantes,
a causa de rupturas o grietas.
Habrá, por tanto, que sujetarlas adecuadamente y protegerlas con elementos
resistentes para evitar estas posibilidades.
Diseño de las líneas de proceso
Teniendo en cuenta que los principales problemas mediambientales del sector
vienen derivados del arrastre, habrá que prever, en el diseño de la planta
galvánica, el mínimo número de cruces de pasillos, lo justo, para evitar
que parte del arrastre producido con el movimiento entre cubas, acabe cayendo
al suelo de la nave.
Como ello no es factible totalmente en nuestro caso, hay que prever la colocación
de bandejas, bajo los pasillos que recojan este goteo, evitando que llegue
al suelo. Estas bandejas tienen que estar conectadas con el depósito correspondiente
-preferentemente, a concentrados- para una posterior depuración del afluente.
Transvase de efluentes
Los equipos de bombeo de efluentes y de otros líquidos, tienen que cumplir
también con una serie de aspectos:
• las bombes han de ser de la calidad adecuada al tipo de líquido de
transvase; por ejemplo, se tienen que tener cuidado con el interior de las
bombas destinadas a bombear efluentes o líquidos crómicos, debido al fuerte
ataque sobre el hierro e, incluso, sobre el propio acero inoxidable;
• tener la precaución de doblar las bombas destinadas a bombear los
efluentes diluidos hacia la planta de tratamiento de aguas, ya que son las
que más caudal aportan a la planta;
• en determinados casos, puede ser interesante la colocación de contadores
horarios de funcionamiento de las bombas.
Recogida de afluentes
La recogida de los afluentes se tienen que hacer en canalizaciones cerradas,
separadamente para cada tipo de afluente y de material resistente. Como
precaución, tener en cuenta el vaciado periódico y habitual de los baños
de desengrase que pueden encontrarse a unos 65-70ºC de temperatura: una
conducción de PVC, por ejemplo, no resistirá el calentamiento producido
y se deformará. Si esta misma conducción se hace de hierro, que resistirá
bien la temperatura, no aguantará demasiado el ataque de la sosa, por ejemplo,
y se irá perforando con el tiempo. Un buen material para este afluente es
el acero inoxidable.
Por lo que respecta a la segregación de afluentes, se precisan, como mínimo
las siguientes conducciones:
1. Concentrados ácidos y crómicos
2. Concentrados alcalinos
3. Diluidos ácidos y alcalinos
4. Diluidos crómicos
Además, es interesante indicar que la recogida de afluentes tiene que prever
las futuras modificaciones en la planta de proceso. El sistema ideal consiste
en una galería accesible en la que son fijadas las conducciones. |