|
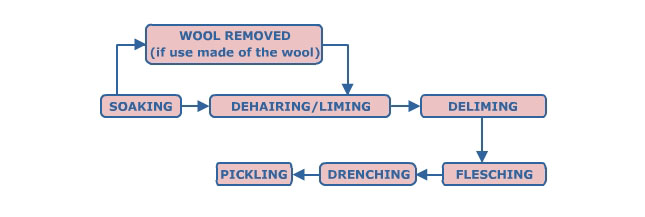
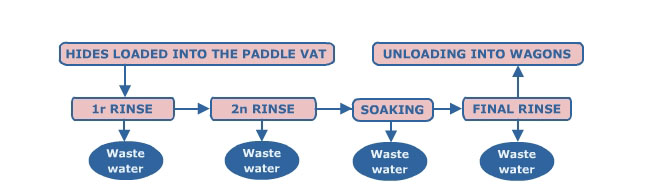
Soaking
This consists of a series of successive paddle vat rinses with water and
biocides to prevent any breakdown of the hide due to microorganisms.
The objectives of this process are:
- To moisten the hide and restore it to
a natural hydrated condition to prepare it for subsequent processes (dissolving
soluble proteins with water and neutral salts, albumins and globulins).
- Eliminate unwanted compounds, excreta,
earth, blood, fleshings, urine, sweat, dust, micro-organisms and chemical
products used for preservation.
- To eliminate salt. Salt on the
inside of the hide is forced out due to the difference in saline concentration
and the mechanical action.
The change of soaking water is very important
to eliminate salt in the fibres as water enters them as the salt dissolves.
The equipment consists of three fixed brick-set
paddle vats that carry out one soaking operation per day, which enables
an average of 1050 hides a day to be treated. Water consumption is 10
m³ per operation.
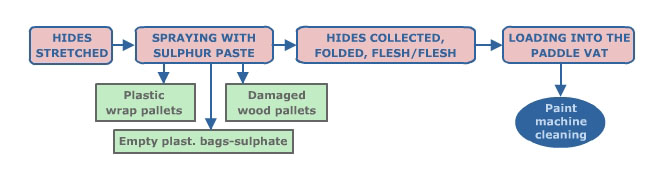
Removal of wool (or Painting)
There is still wool on the hides when they are removed from the paddle
vat after the soaking operation. The following process is the removal
of the wool, whereby a paint-like solution containing sulphur is applied
on the flesh side of the hides and after a specified time the hide and
wool can be separated.
The purpose of the wool-removal operation
is to loosen the roots of the wool so that it can be extracted mechanically
without damaging the hide.
The chemical attack that occurs is effective
because the reducing agent loosens the roots of the wool. This chemical
effect is usually combined with the physical effect of the machine that
separates the wool and the hide; in the case of this company, however,
the hides are painted and left. They are then put back onto the travelling
carriage with a mild lime liquor.
This operation is mechanical yet discontinuous
and the machinery is very simple in that it merely consists of a belt
which carries the hides and a sprinkler system from above from which sends
out a spray of liquid sulphur and lime with a density of 15ºBe. All excess
quantity falls on the tray where it drains into a tank and is recycled.
The hides are placed with the flesh side
facing upwards and the operation takes ten seconds. The line worker who
is behind the machine folds the hides flesh to flesh and leaves them for
5-6 hours so that the reducing agent can take effect and attack the base
of the hair follicles. The line worker then returns the hides to the paddle
vat and as a result of the sulphur having attacked the base of the wool,
it can be more easily removed in the following liming treatment.
Sulphur paste is prepared in an appropriate
container for this purpose. Two people are necessary for the painting
operation, one to put the hides on the belt and the other to take them
off and fold them flesh to flesh.
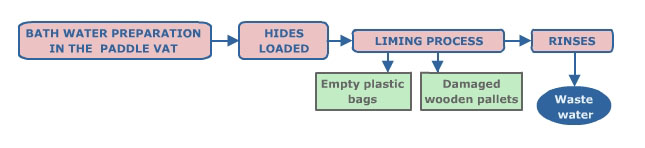
Liming
With the wool removed, the hides are loaded into the paddle vats for the
liming operation.
This involves immersing the hides in a
bath of sodium sulphide for a specified period of time. The main objectives
of liming are:
- To loosen the fibrous structure of the
hide.
- Eliminate the epidermis with remains of hair and wool from the corium.
4 wooden drums with a 1:1 bath ratio (1
litre of water for each kilo of hide) are used for this.
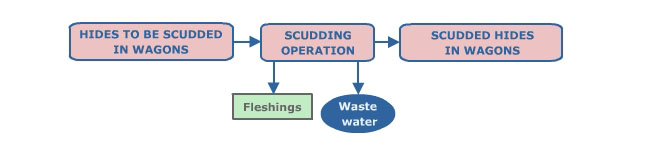
Fleshing
Fleshing (or scudding) is a mechanical process that cleans the hide by
eliminating subcutaneous tissue and adipose, which is where most of the
fatty material in the hide is contained. Removing these in the initial
stages of manufacture prepares the hide and enhances the penetration of
chemical products applied in subsequent processes.
It is important for the hides not to be
scored or marked; for this reason great care is needed when adjusting
the machine.
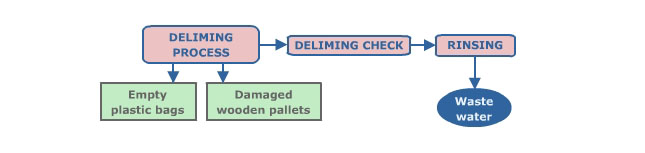
Deliming
After the hides have been cleaned and most of the sulphur from the bath
has been removed, they are delimed. The purpose of this is to achieve
the right alkaline pH of the hide and prepare it for subsequent treatment
by cleaning the pores of the hide and eliminating any alkaline remains
mixed with collagen that can lead to swelling of the limed hide.
The equipment used for deliming is the
same as that for liming, i.e., 4 wooden drums with a 100% bath ratio.
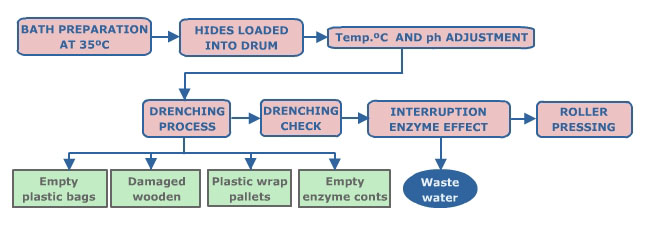
Bating (also known as drenching)
The hides are subjected to a bath with specific characteristics of temperature
and pH and enzymes, which have the following effects, are added:
- They loosen and cause the peptisation of the structure of the collagen.
- They clean up the grain surface by eliminating remains of hair, epidermis,
glands and fat.
- The hydrolysis of interfibrillar proteins.
- The breakdown of the elastin, reticulin, collagen and fats.
Temperature conditions of 38-40ºC and a
pH of 8.5 are essential in bating for maximum effectiveness of the pancreatic
enzymes.
Once the specified bating time is completed,
the hides are checked and then put through a continuous cleaning process
using cold water, the purpose being to cool the hides the hides and the
bath and stop the enzymatic reaction.
The cooling process is normally completed
when the outflowing water temperature is similar to that of the inflowing
water.
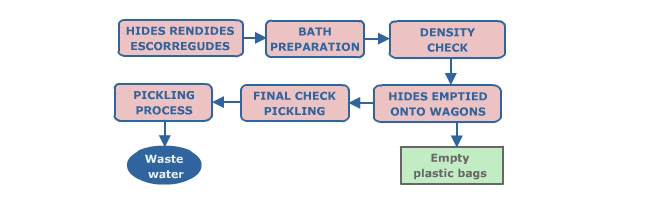
Pickling
The pickling process, which follows the bating operation, is also applied
in the same drum.
The pickling process has various purposes.
It is complementary to deliming in that it further reduces the alkalinity
of the hides and brings them to the proper acid pH for tanning.
|